Configurando motores DC
 A regulação de motores elétricos de corrente contínua é realizada no seguinte escopo: exame externo, medição das resistências dos enrolamentos à corrente contínua, medição das resistências de isolamento dos enrolamentos ao invólucro e entre eles, teste de isolamento entre espiras do enrolamento da armadura, teste de funcionamento.
A regulação de motores elétricos de corrente contínua é realizada no seguinte escopo: exame externo, medição das resistências dos enrolamentos à corrente contínua, medição das resistências de isolamento dos enrolamentos ao invólucro e entre eles, teste de isolamento entre espiras do enrolamento da armadura, teste de funcionamento.
A inspeção externa de um motor DC, bem como a inspeção de um motor de indução, começa com uma blindagem. Os seguintes dados devem ser indicados na placa de identificação do motor CC:
- o nome ou marca do fabricante,
- tipo de carro,
- número de série da máquina,
- dados nominais (potência, tensão, corrente, velocidade),
- maneira de excitar a máquina,
- ano de emissão,
- peso e GOST da máquina.
Terminais de enrolamento motor permanente devem ser isolados de forma confiável um do outro e do corpo, a distância entre eles e o corpo deve ser de pelo menos 12-15 mm. Atenção especial durante o exame externo é dada colecionador e o mecanismo das escovas (escovas, travessas e porta-escovas), pois seu estado afeta significativamente a comutação da máquina e, portanto, a estabilidade de seu funcionamento.
Ao inspecionar o coletor, eles estão convencidos de que não há vestígios de fresas, furos, manchas de verniz e tinta na superfície de trabalho, bem como vestígios de depósitos de carbono devido ao funcionamento insatisfatório do mecanismo da escova. O isolamento entre as placas coletoras deve ser selecionado com uma profundidade de 1–2 mm, as bordas das placas devem ser chanfradas com uma largura de 0,5–1 mm (dependendo da potência do motor). Os espaços entre as placas devem estar completamente limpos — não devem conter aparas de metal ou de madeira, pó de pincéis de grafite, óleo, verniz, etc.
A operação de um motor DC, e especialmente seu mecanismo de escova, é afetada pelo vazamento do coletor e suas vibrações. Quanto maior a velocidade periférica do coletor, menor o vazamento permitido. Para motores de alta velocidade, o valor máximo de vazamento permitido não deve exceder 0,02-0,025 mm. A magnitude da amplitude de vibração é medida com um relógio comparador.
Durante a medição, a ponta do indicador é pressionada contra a superfície na direção em que a vibração será medida. Como a superfície do coletor é interrompida (placas coletoras e reentrâncias se alternam), utiliza-se um pincel bem afiado, sobre o qual deve repousar a ponta do indicador. A carcaça do indicador deve ser fixada a uma base livre de vibração.
Ao medir, o ponteiro do indicador oscila com a frequência da vibração medida dentro de um determinado ângulo, cujo valor é estimado na escala do indicador em centésimos de milímetro. No entanto, este dispositivo pode medir vibrações em velocidades de até 750 rpm.Para motores com rotação superior a 750 rpm, é necessário o uso de dispositivos especiais - vibrômetros ou vibrógrafos, que podem medir ou registrar as vibrações de determinados componentes da máquina.
O vazamento também é medido com um indicador. O vazamento do coletor é medido em condições de motor frio e quente. Ao medir, preste atenção ao comportamento da seta indicadora. O movimento suave da seta indica cilindricidade suficiente da superfície, e a contração da seta indica violações locais da cilindricidade da superfície, o que é especialmente perigoso para o mecanismo de escova do motor. A medição de choques é condicional, pois o trabalho a experiência mostra que existem motores nos quais os valores de choque são grandes em baixas rotações e em velocidade nominal operam satisfatoriamente. Portanto, a conclusão final sobre a qualidade do trabalho do coletor só pode ser dada após a verificação do funcionamento do motor sob carga.
Ao verificar a parte mecânica de um motor de corrente contínua, deve-se atentar para o estado das rações e conexões dos enrolamentos, conjuntos de rolamentos, uniformidade da folga (com o motor desmontado). A diferença medida em pontos diametralmente opostos entre a armadura e os pólos principais do motor não deve diferir do valor médio em mais de 10% para folgas menores que 3 mm e não mais que 5% para folgas maiores que 3 mm
Depois de verificar os choques e vibrações, eles começam a ajustar o mecanismo das escovas do motor. As escovas nos clipes devem se mover livremente, mas não devem balançar.A folga normal entre a escova e o suporte no sentido de rotação não deve exceder 0,1-0,4 mm, no sentido longitudinal 0,2-0,5 mm.
A pressão específica normal das escovas no coletor, dependendo do grau do material da escova, deve ser de pelo menos 150-180 g / cm2 para escovas de grafite, 220-250 g / cm2 para cobre-grafite. Para evitar distribuição de corrente desigual, a pressão das escovas individuais não deve diferir da média em mais de 10%. A pressão específica é determinada da seguinte forma. Uma folha de papel fino é colocada entre o coletor e a escova, um dinamômetro é preso à escova e, a seguir, puxando a escova com um dinamômetro, encontram uma posição em que será possível puxar livremente uma folha de papel. A leitura do dinamômetro neste ponto corresponde à pressão da escova no coletor. A pressão específica é determinada dividindo a leitura do dinamômetro pela área da base da escova.
A correta instalação das escovas é um dos fatores mais importantes para o correto funcionamento da máquina. Os porta-escovas são instalados de forma que as escovas fiquem estritamente paralelas às placas coletoras e as distâncias entre suas bordas sejam iguais à separação dos pólos da máquina com erro não superior a 2%.
Em motores com vários dormentes, os porta-escovas são colocados de forma que as escovas cubram o máximo possível o comprimento do coletor (o chamado arranjo empilhado). Isso permitirá participar da comutação ao longo de todo o comprimento do coletor, o que contribui para seu desgaste mais uniforme.Porém, com tal disposição das escovas, é necessário garantir que as escovas não se projetem durante a operação (levando em consideração o curso do eixo) além da borda do coletor. Antes de ligar o motor, as escovas são esfregadas cuidadosamente contra o coletor (Fig. 1) com papel de vidro de granulação média (mas não carborundum). Os grãos de papel carborundum podem penetrar no corpo da escova e, durante a operação, arranhar o coletor, piorando assim as condições de comutação da máquina.
Antes de prosseguir para verificar a exatidão da inclusão dos enrolamentos, estude a marcação dos terminais da máquina de um determinado tipo. Nos motores CC, os enrolamentos são designados de acordo com GOST 183-66 com as primeiras letras maiúsculas de seus nomes, seguidas do número 1 para o início do enrolamento e 2 para o final. Se houver outros enrolamentos com o mesmo nome no motor, seus inícios e fins serão marcados com os números 3-4, 5-6, etc. As marcações dos terminais podem corresponder aos circuitos de excitação e sentidos de rotação do motor mostrados na fig. 2.
A exatidão da inclusão dos enrolamentos polares é verificada para esclarecer a alternância de sua polaridade. A alternância de polaridade dos polos auxiliar e primário para cada máquina deve ser rigorosamente definida para um determinado sentido de rotação da máquina. Ao mover de pólo a pólo na direção de rotação da máquina operando no modo motor, após cada pólo principal existe um pólo adicional da mesma polaridade, por exemplo N — n, S — s. A polaridade dos pólos pode ser determinada de várias maneiras: por inspeção visual, usando uma agulha magnética e usando uma bobina especial.
O primeiro método é usado nos casos em que a direção do enrolamento das bobinas pode ser rastreada visualmente.

Arroz. 1. Esfregando as escovas no coletor:. a — errado; brilhante
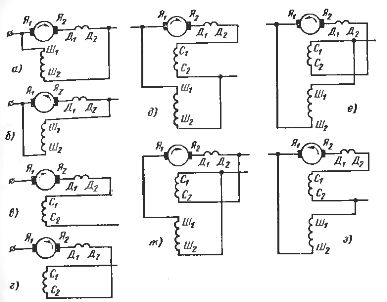
Arroz. 2. Designações dos terminais de enrolamento de motores CC para diferentes esquemas de excitação e direções de rotação
Conhecendo a direção do enrolamento e usando a regra do "gimbal", determine a polaridade dos pólos. Este método é conveniente para enrolamentos de um enrolamento de campo em série, cuja direção do enrolamento é muito fácil de determinar devido à significativa seção transversal das voltas.
O segundo método é usado principalmente para bobinas com enrolamentos de excitação paralelos. A essência deste método é a seguinte. Uma corrente é aplicada ao enrolamento do motor, uma agulha magnética é suspensa em um fio, cuja polaridade das extremidades é marcada e aplicada alternadamente em cada pólo. Dependendo da polaridade do poste, a flecha ficará voltada para ele com a ponta da polaridade oposta.
Ao usar este método, deve-se lembrar que a flecha tem a capacidade de refazer a magia, portanto o experimento deve ser realizado o mais rápido possível. O método da agulha magnética raramente é usado para determinar a polaridade de uma bobina em série porque uma corrente significativa deve passar pela bobina para produzir um campo suficientemente forte.
O terceiro método de determinação da polaridade das bobinas é aplicável a qualquer bobina, é chamado de método da bobina de teste. A bobina pode ter qualquer forma - toroidal, retangular, cilíndrica. A bobina é enrolada com tantas voltas quanto possível de fio de cobre isolado fino em uma moldura de papelão, celulóide, etc. milivoltímetro.
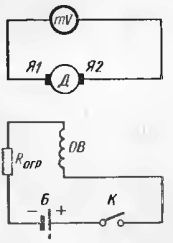
A ligação das bobinas é considerada correta se a cada dois pólos adjacentes as setas do dispositivo se desviarem em direções diferentes, desde que a bobina de teste esteja voltada para os pólos do mesmo lado. A verificação da conexão correta do enrolamento dos pólos adicionais em relação ao enrolamento da armadura é realizada de acordo com o esquema mostrado na fig. 4.
Quando a chave K é fechada, a agulha do milivoltímetro irá desviar. Quando corretamente ligado, a força de magnetização do enrolamento do polo auxiliar é direcionada oposta à força de magnetização do enrolamento da armadura, portanto o enrolamento da armadura e o enrolamento do polo auxiliar devem ser ligados de forma oposta, ou seja, o menos (ou mais) de a armadura deve ser conectada ao menos (ou mais) do enrolamento dos pólos adicionais.
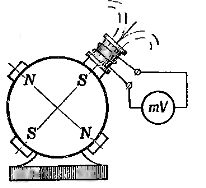
Arroz. 3. Determinação da polaridade dos pólos dos motores DC usando uma bobina de teste
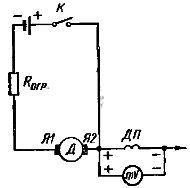
Arroz. 4. Esquema para verificar a exatidão da inclusão do enrolamento dos pólos adicionais em relação ao enrolamento da armadura
Para verificar a conexão mútua do enrolamento dos pólos adicionais e do enrolamento de compensação, você pode usar o esquema mostrado na fig. 5, para motores pequenos.
Na operação normal de um motor DC, o fluxo magnético criado pela bobina de compensação deve corresponder na direção do fluxo magnético da bobina de pólo complementar. Depois de determinar a polaridade dos enrolamentos, o enrolamento de compensação e o enrolamento dos pólos adicionais devem ser conectados juntos, ou seja, o menos de um enrolamento deve ser conectado ao positivo do outro.
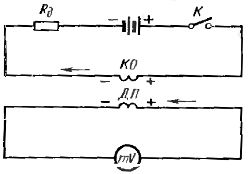
Arroz. 5.Esquema para verificar a exatidão da inclusão do enrolamento de pólos adicionais ao enrolamento de compensação
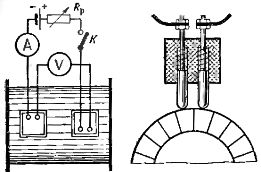
Antes de determinar a polaridade das escovas e fazer as medições necessárias das resistências das bobinas, coloque as escovas em neutro. O neutro de um motor elétrico significa um arranjo mútuo dos enrolamentos dos pólos principais e da armadura quando o coeficiente de transformação entre eles é zero. Para colocar as escovas em ponto morto, monta-se uma corrente (Fig. 6).
A bobina de excitação é conectada a uma fonte de energia (bateria) por meio de um interruptor e um milivoltímetro sensível é conectado às escovas da armadura. Quando uma corrente é fornecida à bobina de excitação com um solavanco, a agulha do milivoltímetro é desviada em uma direção ou outro. Quando as escovas são posicionadas estritamente na posição neutra, a agulha do dispositivo não se desvia.
A precisão dos instrumentos convencionais é baixa - 0,5% na melhor das hipóteses. Assim, as escovas são colocadas em uma posição correspondente à leitura mínima do aparelho, sendo esta considerada neutra. A dificuldade em ajustar as escovas de neutro é que a posição do neutro depende da posição das placas coletoras.
Muitas vezes acontece que o neutro encontrado para uma posição de armadura é deslocado quando girado. A posição neutra é, portanto, definida para duas posições de eixo diferentes. Se a posição do neutro for diferente para as diferentes posições da armadura, as escovas devem ser colocadas em uma posição intermediária entre as duas marcas. A precisão de definir as escovas para neutro depende do grau de adesão da superfície da escova ao coletor.Portanto, para obter um resultado mais preciso na determinação do ponto morto do motor, as escovas são previamente esfregadas no coletor.
A polaridade das escovas é determinada de uma das seguintes maneiras.
1. Um voltímetro é conectado a dois pontos no coletor (Fig. 7), localizados em escovas opostas na mesma distância. Quando excitada, a agulha do voltímetro irá desviar em uma direção ou outra. Se a seta se desviar para a direita, então «mais» está no ponto 1 e «menos» está no ponto 2. A escova mais próxima contra o sentido de rotação terá a polaridade do grampo conectado do dispositivo.
2. Uma corrente contínua de uma certa polaridade é passada através da bobina de excitação, um voltímetro é conectado à armadura e a armadura é colocada em rotação pressionando manualmente ou por meio de um mecanismo. Nesse caso, a agulha do voltímetro se desviará. A direção da seta indicará a polaridade das escovas.
A medição da resistência dos enrolamentos de um motor CC é um elemento muito importante para a verificação dos motores CC, pois os resultados das medições servem para avaliar o estado das conexões de contato dos enrolamentos (rações, parafusos, juntas soldadas). A resistência dos enrolamentos do motor é medida por um dos seguintes métodos: amperímetro - voltímetro, ponte simples ou dupla e microohmímetro.
É necessário lembrar sobre algumas características da medição da resistência dos enrolamentos dos motores DC.
1. A resistência do enrolamento em série do campo, enrolamento de compensação, enrolamento de pólos adicionais é pequena (milésimos de ohms), portanto as medições são feitas com um microohmímetro ou uma ponte dupla.
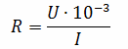
2.A resistência do enrolamento da armadura é medida pelo método do amperímetro-voltímetro usando uma sonda especial de dois contatos com molas no cabo isolante (Fig. 8). A medição é realizada da seguinte forma: uma corrente contínua de uma bateria bem carregada com uma tensão de 4-6 V é fornecida às placas coletoras da armadura estacionária com as escovas removidas. Entre as placas às quais a corrente é fornecida, a queda de tensão é medida com um milivoltímetro. O valor de resistência necessário de um ramo da armadura
Arroz. 6. Esquema para verificar a correta instalação das escovas na posição neutra
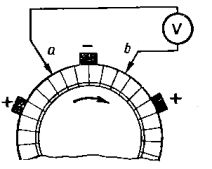
Arroz. 7. Esquema para determinar a polaridade das escovas
Arroz. 8 Medição da resistência da armadura usando uma sonda de dois pinos
Medições semelhantes são feitas para todas as outras placas. Os valores de resistência entre cada placa adjacente não devem diferir entre si em mais de 10% do valor nominal (se a máquina tiver um enrolamento equalizador, a diferença pode chegar a 30%).
A medição da resistência de isolamento dos enrolamentos e a inspeção da rigidez dielétrica do isolamento dos enrolamentos são realizadas da mesma forma que os pontos de inspeção correspondentes dos motores assíncronos.
A partida inicial do motor DC é realizada imediatamente após o ajuste do motor para finalmente verificar sua operabilidade. Semelhante aos motores assíncronos, os motores DC são testados em modo inativo com o mecanismo e a caixa de engrenagens desligados. Um teste de marcha lenta semelhante do motor CC é necessário para ajustar corretamente o circuito de controle.
A partida do motor em marcha lenta e sob carga deve ser feita com muito cuidado.Imediatamente antes de iniciar, é necessário certificar-se de que a armadura gire facilmente, a armadura não toque no estator, que haja graxa nos mancais e também verifique o relé de proteção. A corrente de disparo da proteção máxima não deve exceder 200% da corrente máxima do motor. Com um teste Iniciando um motor DC controle a qualidade da comutação monitorando o coletor durante surtos de corrente e, em seguida, quando o motor estiver em marcha lenta na tensão máxima e velocidade máxima.
A carga não deve causar um aumento na taxa de ignição em comparação com a marcha lenta. É permitido operar um motor DC com um grau de centelhamento da escova 11/2 e até 2. Em um grau de centelhamento mais significativo, a comutação é ajustada: as escovas são colocadas em neutro, a bobina de pólos adicionais é corretamente ligado, as escovas são pressionadas no coletor e as escovas aderem ao coletor.
Deve-se lembrar que o arco inaceitável no coletor pode estar associado ao mau funcionamento do circuito de controle, uma vez que a taxa de variação da corrente nos circuitos de armadura e excitação, os valores máximos de surtos de corrente, a relação de a corrente de armadura e o fluxo magnético da máquina em tempos diferentes dependem do circuito. Após observar a operação sob carga e ajustar a comutação do motor CC, o processo de comissionamento pode ser considerado concluído.