Cálculos da taxa de consumo de eletricidade
 Três abordagens principais são utilizadas no desenvolvimento de padrões de consumo de energia: experimental, computacional-analítica e estatística.
Três abordagens principais são utilizadas no desenvolvimento de padrões de consumo de energia: experimental, computacional-analítica e estatística.
Uma maneira experiente requer medições de consumo de eletricidade para cada operação nos modos do processo tecnológico especificados pelas regras. O consumo de eletricidade por unidade de produção é determinado pela soma dos custos operacionais.
Essa abordagem requer o uso de um grande número de dispositivos de medição e custos significativos de mão de obra. Para obter resultados confiáveis para cada operação, é necessário realizar um grande número de medições e tratamento estatístico dos resultados, bem como comparar os dados obtidos com os custos do local, oficina, produção. Portanto, este método é aplicável principalmente para determinar padrões individuais em um ambiente de produção específico.
O método analítico-computacional envolve a determinação da taxa de consumo de eletricidade por cálculo — de acordo com os dados do passaporte do equipamento tecnológico, levando em consideração o grau de carga, modos de operação e outros fatores. Para os padrões gerais de produção, a potência e os modos de operação de todos os equipamentos auxiliares (ventilação, abastecimento de água e esgoto, iluminação elétrica, necessidades de reparo, etc.) também devem ser levados em consideração.
Os modos de operação dos consumidores de eletricidade são levados em consideração usando vários coeficientes (ligação, carregamento, etc.), cuja seleção empírica e natureza aleatória levam a erros significativos. O cálculo elemento a elemento do conjunto de componentes de consumo de energia torna o método extremamente demorado.
Método estatístico de racionamento baseado no processamento estatístico de dados sobre custos gerais e específicos para um determinado período de tempo e identificação de fatores que influenciam sua mudança. Os cálculos são feitos de acordo com as leituras dos medidores de eletricidade e os dados de saída do produto. Este método é o menos demorado, confiável e amplamente utilizado na prática de racionamento do consumo de energia. Vejamos os métodos práticos de sua implementação.
O consumo específico de eletricidade é calculado para uma instalação especial - um local de produção, uma oficina ou uma unidade separada de uso intensivo de energia que possui seu "próprio" contador na entrada. A organização da medição de eletricidade é um pré-requisito para uma regulamentação eficaz.
Um sistema técnico de medição de eletricidade muitas vezes não coincide com a divisão administrativa da empresa devido à complexidade e ramificação dos sistemas de fornecimento de energia. Portanto, ao indicar unidades administrativas que realizam o racionamento, elas devem ser mapeadas para as unidades contábeis.
Para o objeto controlado, são distinguidos os principais tipos de produtos, cujo volume de produção pode ser calculado para um turno, um dia ou um ciclo de operação do equipamento. Assim, as leituras dos medidores de eletricidade são feitas em turnos, diariamente ou para cada ciclo de trabalho.
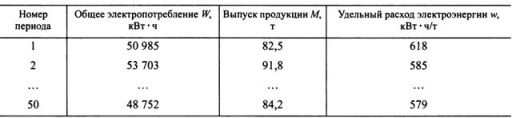
Para calcular os indicadores característicos, é necessária uma etapa preparatória para a coleta de dados estatísticos - pelo menos 50 períodos. A Tabela 1 mostra um exemplo de exibição da representação de dados inicial. No final de cada intervalo de tempo, o consumo total de eletricidade da instalação (por metro) e a produção são registrados. Na última coluna, são inseridos os valores de consumo específico de eletricidade, obtidos pela fórmula w = W / M, onde W é o consumo real de eletricidade para a produção de produtos na quantidade de M (a quantidade pode ser medida em unidades diferentes).
Seção. 1.
O consumo específico real de eletricidade para diferentes períodos de tempo não é o mesmo, devido à carga diferente do objeto selecionado, modos de operação, composição das matérias-primas e outros fatores.Se todas essas condições forem iguais, então os valores dos custos unitários são próximos para períodos diferentes, sua distribuição deve ser normal (Gaussiana). Nesse caso, você pode obter o valor médio do consumo de eletricidade para vários períodos e use-o como um padrão.
Deve-se notar que a distribuição dos dados experimentais é normal (Gaussiana) apenas no caso das mesmas condições do processo tecnológico e os mesmos parâmetros do produto fabricado. Muitas vezes os dados não seguem uma distribuição normal devido a dois fatores.
Primeiramente, pode haver alteração nos parâmetros dos produtos, matérias-primas ou modos de operação dos equipamentos. Por exemplo, o tipo de aço e o perfil do metal laminado têm grande influência no consumo de energia (a laminação do reforço determina o consumo específico de energia de 180 kWh, aço inoxidável do mesmo diâmetro - 540 kWh). Nesses casos, o monitoramento deve ser organizado de forma a obter o número necessário de medições de produtos homogêneos.
Em segundo lugar, a violação da distribuição normal é explicada pelas propriedades tecnológicas, que neste caso se manifestam por desvios da tecnologia, notas rejeitadas e perdidas (por exemplo, o volume do fundido é significativamente menor que o nominal). São esses casos que o tecnólogo responsável deve identificar e atuar. O desvio da distribuição do normal define uma determinada área que determina os possíveis volumes de economia de energia por meio de medidas organizacionais.
Para obter normas razoáveis, é necessário verificar a conformidade da lei estatística da distribuição do consumo específico de eletricidade com a distribuição normal (Gaussiana). Você pode usar o teste pelo critério χ2… Se o valor obtido do critério exceder o valor teórico, a hipótese da correspondência da distribuição estatística com a normal deve ser rejeitada.
Isso significa que a partir dos dados obtidos é impossível calcular uma taxa única de consumo de eletricidade por unidade de produção, então eles devem ser divididos de acordo com os modos tecnológicos característicos, calculando para cada taxa de consumo de energia, ou determinar a dependência estatística de o consumo específico pelos fatores de influência w = f (x1, x2, x3), onde os volumes de produção podem atuar como fatores x1, x2, x3, temperatura, velocidade de processamento, etc.
Se a verificação confirmar que a distribuição dos custos unitários está próxima do normal, a taxa de consumo de eletricidade pode ser determinada com base nesses dados. Para monitoramento, é mais conveniente definir a faixa na qual o consumo específico de energia deve estar.
A faixa é determinada de forma mais simples pela taxa de fluxo média e desvio padrão. σ... Simplificando, o limite inferior do intervalo pode ser considerado igual a wmin = wWed — 1,5σ, e o superior — wmax = wcp + 1,5σ... De acordo com a regra 10 — 20% da eletricidade específica o consumo recebido em condições reais de produção excede o intervalo especificado, devido a erros dos trabalhadores, violações do regime, desvios na qualidade do produto, etc.A equipe de tecnologia deve prestar atenção a esses casos e tomar medidas.
Ressaltamos que as normas obtidas por qualquer um desses métodos refletem os modos de consumo de energia para a produção de produtos apenas na empresa onde são obtidos, não podendo ser estendidas nem para a indústria como um todo, nem para outra empresa. Isso se deve às propriedades individuais de cada empreendimento como um sistema complexo de tipo tecnológico.
Por exemplo, o padrão tecnológico para a produção de laminação foi determinado experimentalmente dependendo da temperatura do metal, velocidade de laminação, calibração, atrito do rolamento, perdas tecnológicas, etc. velocidade de corte e tempo de usinagem, porém esses resultados não podem ser transferidos para todas as máquinas-ferramenta, mesmo dentro de uma única fábrica, pois na prática existem muitos tipos de peças usinadas e modos de usinagem.
Além disso, como você usa essas velocidades obtidas para cada detalhe? É impossível colocar um medidor de eletricidade perto da máquina e comparar o consumo de cada peça com o padrão. Generalizar os padrões, levando em consideração o número e a variedade de peças produzidas, levará a um grande erro devido à incapacidade de levar em consideração todos os fatores do trabalho.
Além disso, usando o método computacional e analítico, é impossível ir de dados sobre a potência nominal de receptores elétricos individuais, levando em consideração todos os modos tecnológicos possíveis, tipos de produtos, qualidade das matérias-primas, até o consumo de eletricidade de uma oficina ou empresa por um mês, trimestre, ano.
É impossível obter o valor estimado do consumo de energia do empreendimento somando diferentes normas específicas para toda a gama de produtos. Para isso, é necessário planejar com antecedência não apenas a quantidade total de produtos que serão lançados no próximo mês (trimestre, ano), mas também dividi-la com precisão por marcas, características dos modos de processamento e muitos outros fatores. Isso era impossível nas condições de uma economia planejada e ainda mais agora.
É impossível comparar empresas diferentes e de acordo com os padrões estendidos para toda a planta, mesmo com ciclos tecnológicos próximos. Assim, em 1985, nas empresas de metalurgia ferrosa, o consumo específico de eletricidade de 1 tonelada de produtos laminados assumiu valores de 36,5 a 2222,0 kW • h / t com uma média da indústria de 115,5 kW * h / t; para conversor de aço — de 13,7 a 54,0 kW • h/t com uma média industrial de 32,3 kW • h/t.
Uma dispersão tão significativa é explicada pela diferença de fatores tecnológicos, organizacionais e sociais para cada produção, e é claro que a norma média da indústria não pode ser estendida a todas as empresas. Ao mesmo tempo, o empreendimento não pode ser considerado ineficiente se ultrapassar a média do setor.
Produção reduzida, utilização incompleta e errática de equipamentos levam a custos unitários mais altos, ampliando ainda mais a lacuna de dados. Portanto, nas condições atuais, os níveis médios de consumo de eletricidade da indústria não podem ser usados para prever o consumo de energia nem para estimar a economia de energia.